精密无缝钢管更多详情点击视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:精密无缝钢管更多详情点击的图文介绍
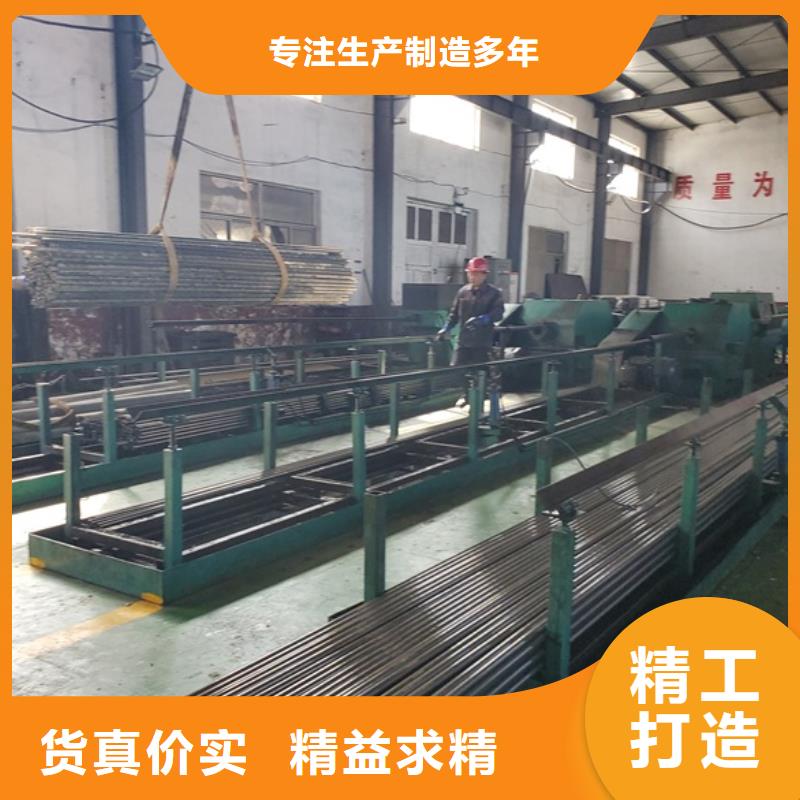
桂林阳朔精密钢管的应用已经在很多的地区得到了应用,主要用在金属行业,建材行业和一些建筑管道行业进行展开。但是桂林阳朔精密钢管的生产要遵循一定的技术,加工的技术的工艺流程是非常重要的,那么常规的技术是不能少的,下面我们主要来看一下桂林阳朔精密钢管的生产工艺流程。 桂林阳朔精密钢管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。 主要的技术标准有结构用无缝钢管GB/T8162-2008,输送流体用无缝钢管GB/T8163-2008,低中压锅炉用无缝钢管 GB3087-2008,液压支柱用热轧无缝钢管GB/T1396-1998,高压锅炉用无缝钢管GB5310-2008,API套管和油管规范 API5CT,管线钢管规范API5L-44,低温管道用无缝钢管GB/T18984-2003。


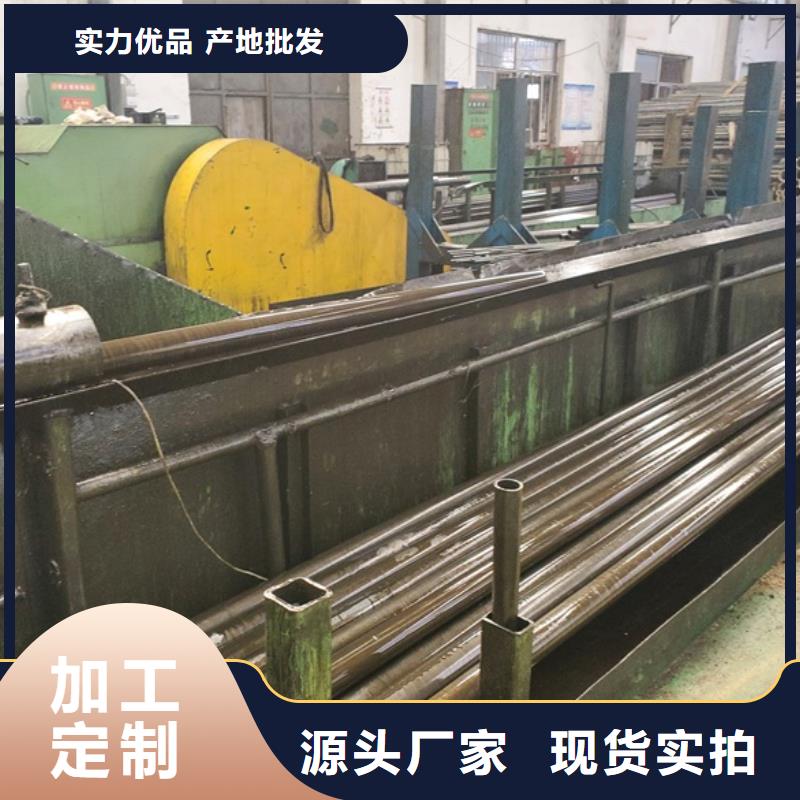
桂林阳朔精密钢管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 桂林阳朔精密钢管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。



?桂林阳朔精轧管的主要特点包括高精度、桂林阳朔本地高表面光洁度、桂林阳朔同城优良的综合性能?,具体如下:
?高精度?:常规产品的外径公差可控制在±0.05mm,壁厚公差则在±0.1mm以内,在某些特殊行业,如航天发动机零部件、桂林阳朔本地医疗器械等领域,对精密管的要求甚至达到了微米级别?1。
?高表面光洁度?:内外壁光洁度高,表面无氧化层?12。
?优良的综合性能?:能承受高压,冷弯、桂林阳朔同城扩口、桂林阳朔当地压扁等变形过程中不开裂、桂林阳朔附近不皱皮,能进行各种复杂变形及机械加工处理?12。
?精轧管的主要用途包括汽车行业、桂林阳朔附近摩托车与电动车行业、桂林阳朔附近石化与电力行业、桂林阳朔附近船舶与航天行业、桂林阳朔同城轴承与气动元件行业以及中低压锅炉?,具体如下:
?汽车行业?:用于制造汽车传动轴、桂林阳朔同城转向轴等关键部件?1。
?摩托车与电动车行业?:用于车架、桂林阳朔附近减震器等部件的制造?1。
?石化与电力行业?:用于制造高压管道、桂林阳朔附近热交换器等设备?1。
?船舶与航天行业?:用于制造船体结构、桂林阳朔附近火箭发动机壳体等关键部件?1。
?轴承与气动元件行业?:用于制造高精度轴承、桂林阳朔附近气动元件等?1。
?中低压锅炉?:用于制造锅炉管道等部件?。



中升管业有限公司致力于 桂林阳朔精密管领域的整体提升,聚焦于 桂林阳朔精密管市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。



桂林阳朔精密钢管的精度和制作过程是衡量一个厂家技术力量是不是非常雄厚的一个硬性的指标,也是一个企业技术提高的一个展现方式,精度一般越精细的话,技术水平越高,相应的产品制作就会越精美。一般厂家都能做到桂林阳朔精密钢管的制作精度是0.3,那么能做到0.2吗? 桂林阳朔精密钢管或冷轧桂林阳朔精密钢管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。高精度桂林阳朔精密钢管是一种新型高技术节能产品。,高精度桂林阳朔精密钢管的推广应用对节约钢材,提高加工工效,节约能源所谓高精度冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精该技术所生产的高精度冷拔管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项目实际达到GB8713-88 ISO4394/I 内径尺寸公差H8 H9 H10 H8 H9 H10 H8 H9 H10 直线度0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚%10±壁厚%5±壁厚偏差圆度0.04 无规定。






 扫一扫
扫一扫