




 扫一扫
扫一扫


鑫森通达无缝钢管(文山市分公司)以“”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【方管】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!




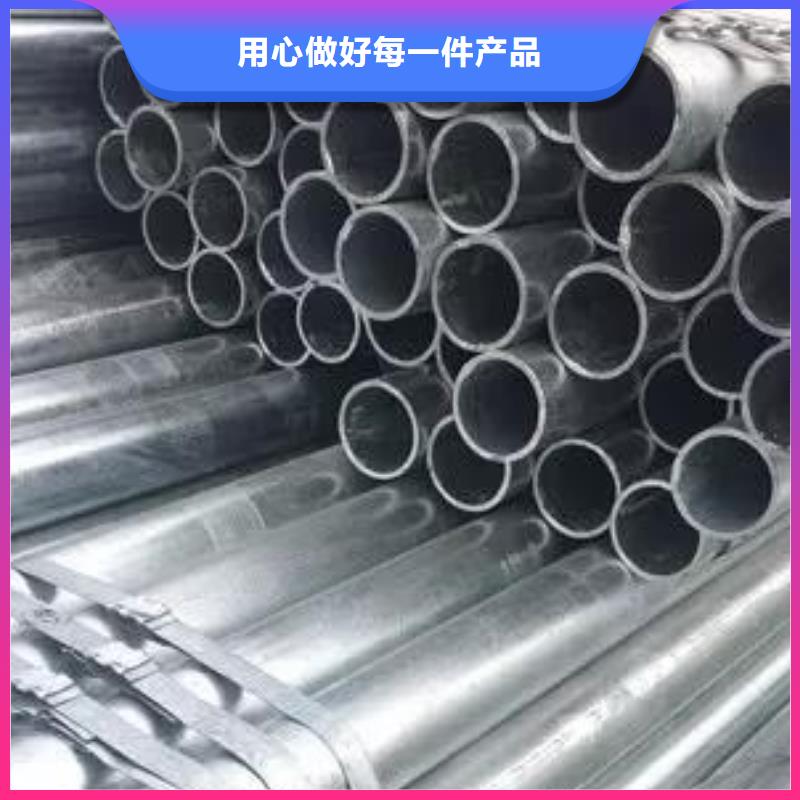
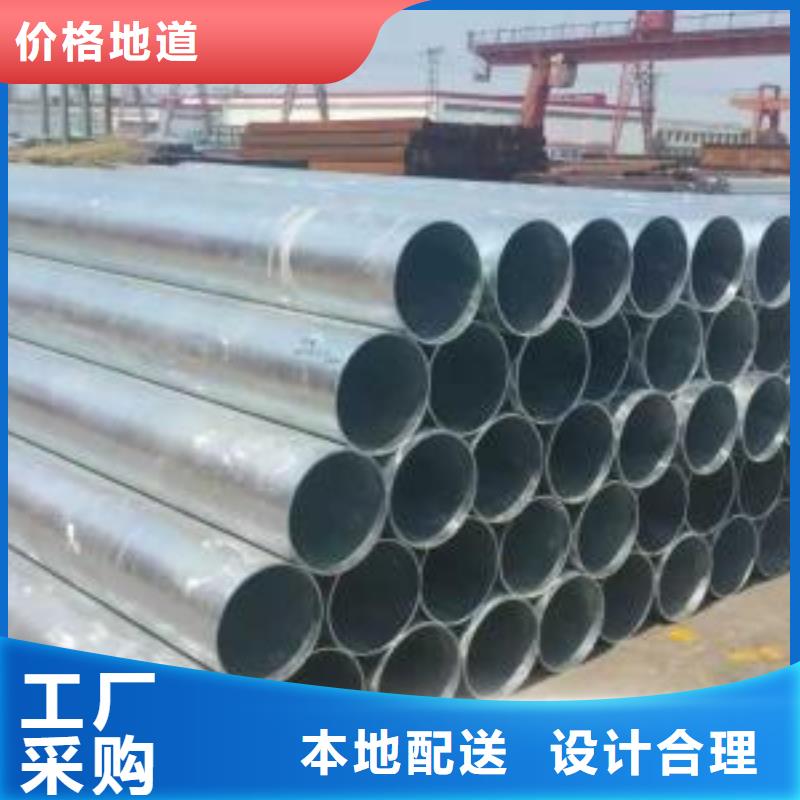
自有厂家多年方管经验质量值得信赖

方管品质优良贴心服务用质量打造市场口碑

规格种类多样方管可根据需求定制



冷拔无缝钢管生产过程有无芯棒需要注意事
一、冷拔无缝钢管无芯棒拔制生产注意事项:(拔制时只用拔管模不必芯棒);
二、冷拔无缝钢管短芯棒拔制生产注意事项:(拔制时用拔管模及轴向固定的长度不大的短芯棒);
三、冷拔无缝钢管长芯棒拔制生产注意事项:(拔制时用拔管模及随所拔钢管一起移动的长度略大于管子长度的长芯棒);
四、冷拔无缝钢管游动芯棒拔制生产注意事项(拔制时用拔管模及不作轴向固定而能自行稳定地保持在变形区中的短芯棒)。其间前两种在出产上应用得尤其遍及;无芯棒拔制用来减小冷拔无缝钢管的外径;其他三种带芯棒的拔制首要用来紧缩无缝钢管的壁厚,一起也有必定的减径变形。
采购冷拔无缝钢管需要注意事项:
一、要尽可能到大型冷拔无缝钢管生产企业的经销部门或专卖店去购买,这些销售部门的冷拔无缝钢管由生产企业直供,冷拔无缝钢管质量较有保证;
二、要查看有无冷拔无缝钢管生产企业出具的产品质量证明书和实行生产许可证管理的编号;
三、要看冷拔无缝钢管表面质量和标志。冷拔无缝钢管应在其表面轧上牌号标志、厂名(或商标)和直径;
四、注意观察,冷拔无缝钢管的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的冷拔无缝钢管存在上述问题,务请留意。




技术支持:s797.com