想知道承压罐推荐厂家首选辉煌产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:承压罐推荐厂家首选辉煌的图文介绍

辉煌供水设备有限公司
辉煌供水设备有限公司是集科研、开发、生产、推广、服务为一体的专业生产加工企业。技术力量雄厚,检测手段齐全,具有完善的科学管理及质量保证体系。主要产品有: 辽宁沈阳不锈钢水箱,本公司位于经济开发区。经多年的生产实践已形成完整的系列产品,并在国内建立了广泛的应用网络。产品质量在同类企业处于先进水平。我公司坚持“诚信为本,信誉至上”的宗旨。竭诚为广大用户服务。我公司愿与各界朋友真诚合作,共同发展。



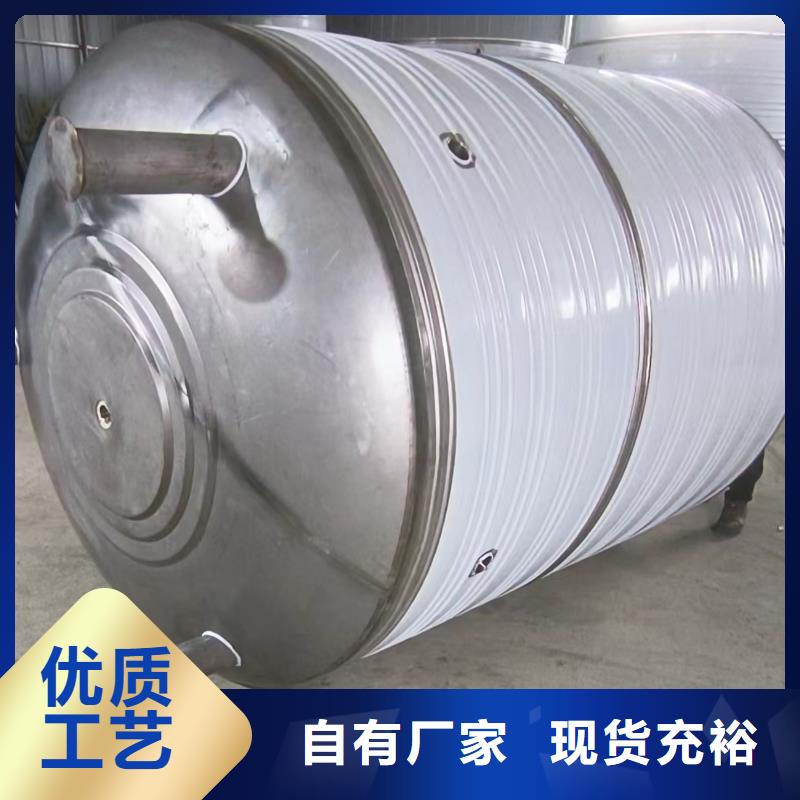
筒节成型:承压保温水箱
2.4.1、辽宁沈阳同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、辽宁沈阳同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、辽宁沈阳同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3



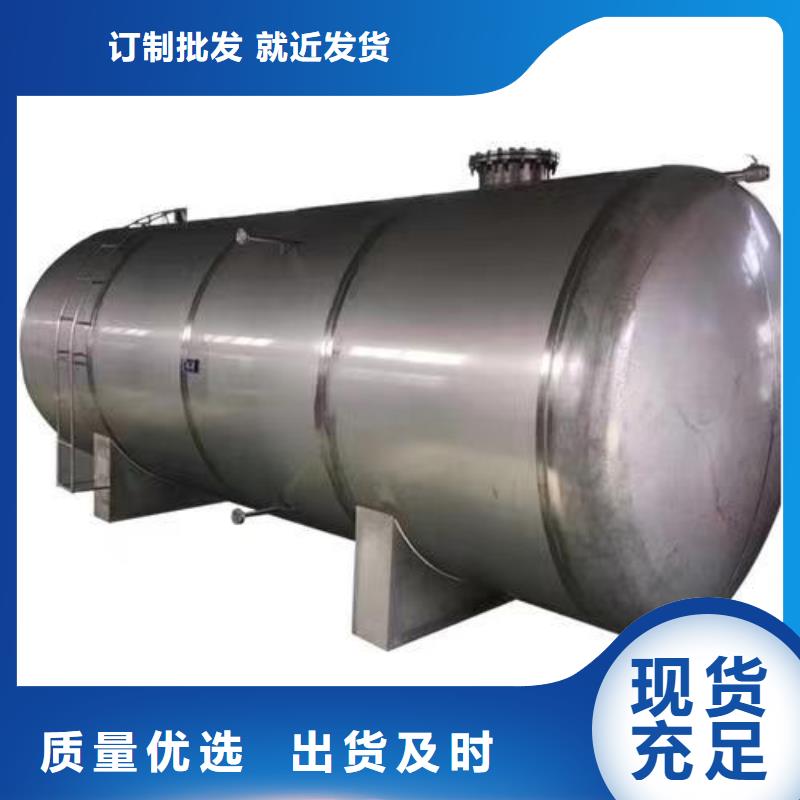
承压保温水箱容器的焊接:
3.3.1、辽宁沈阳当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、辽宁沈阳当地正常情况下,DN≥1000,δ≥8的容器A、辽宁沈阳当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、辽宁沈阳当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、辽宁沈阳当地C、辽宁沈阳当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、辽宁沈阳当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、辽宁沈阳当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、辽宁沈阳附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0





 扫一扫
扫一扫