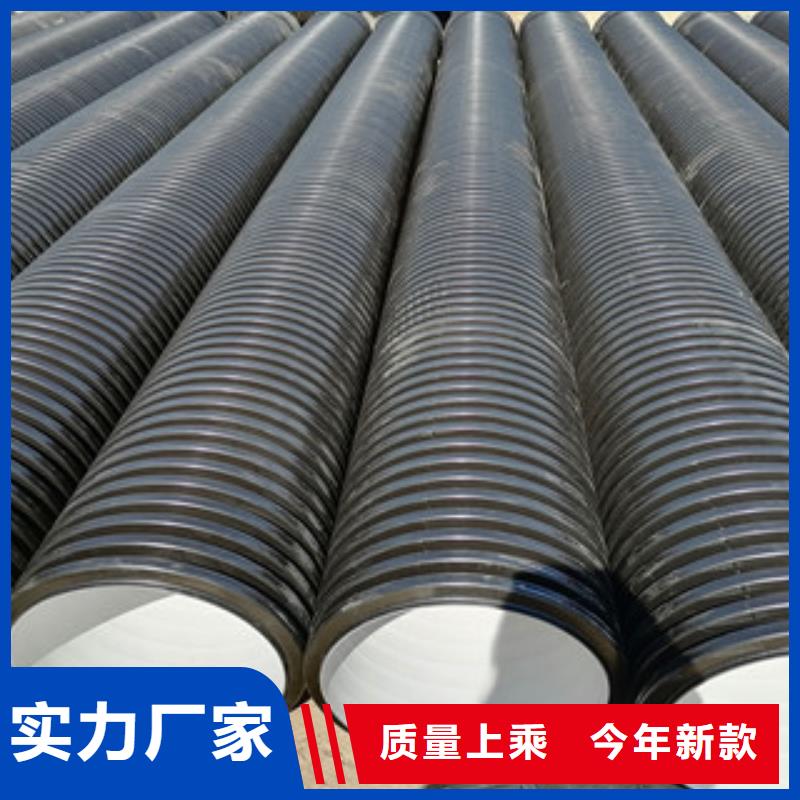
想了解HDPE双壁波纹管pe给水管定制批发产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:浙江丽水HDPE双壁波纹管pe给水管定制批发的图文介绍

HDPE双壁波纹管接头连接方式应采用弹性密封橡胶圈连接的承插式接口,橡胶圈接口应遵守下列规定:1、接口前,应先检查橡胶圈是否配套完好,确认橡胶圈安放位置及HDPE双壁波纹管插口的深度。HDPE双壁波纹管清洗。PIG利用原有管道清洗的身体技能清洗,少数民族结垢和堵塞的整合,它可以使用连续清洗“举牛”的做法。
与成像系统清洗,以反映管道清洗的结果,这个过程的双壁波纹管交叉HDPE维修技能的重要组成部分,清理结果跑了六阶的分辨率,HDPE双壁波纹管没有内衬是否的进程,关键要素之一后,已被划伤,保证管道修复的运行。
HDPE双壁波纹管来确定某种东西的有效和直观的方法。这是一个很好的证明,通过仔细观察HDPE双壁波纹管来观察HDPE双壁波纹管的重要性..如果你能证明管道表面光滑,光滑,光滑,在步就合格,这将是一个很好的产品。
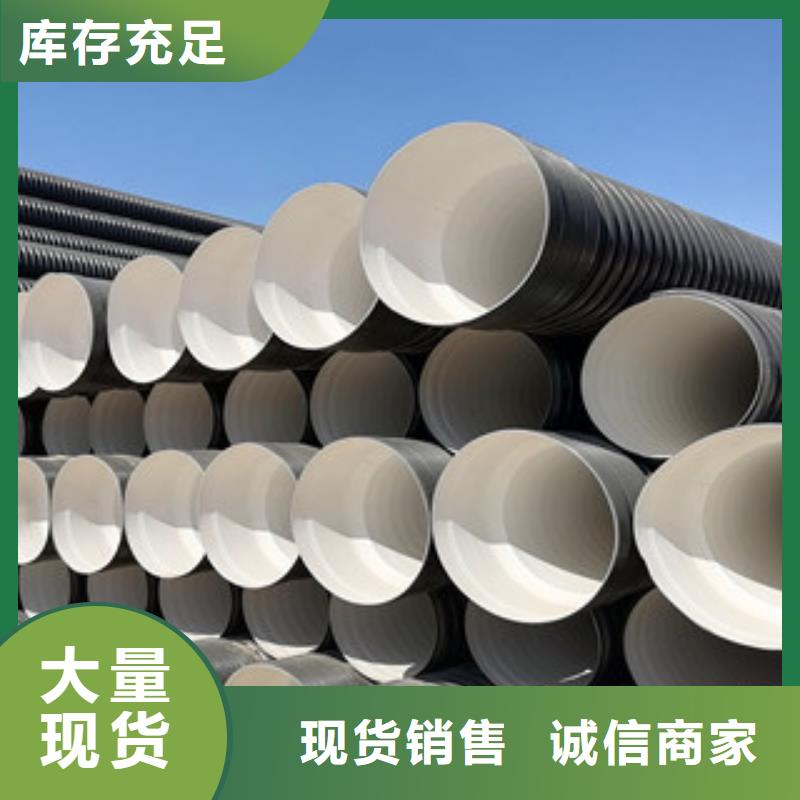
接口时,先将双壁波纹管承口的内壁清理干净,并在承口内壁及PE波纹管插口橡胶圈上涂润滑剂,然后将承插口端面的中心轴线对齐。合格的hdpe双壁波纹管横截面会看到管壁的横截面是由两层管壁组成的,好的管子看管壁的横截面厚度是否对称,坏的管子会发现管壁的厚度是不同的,对管波峰厚度的观察也是有效的,这也是确定管道质量的依据。


双壁波纹管对产品生活领域具有哪些便捷影响。我厂家是河北双壁波纹管厂家,给人们生活中带来具有质量保证的产品,厂家生产双壁波纹管多年,了解了产品市场的多方面知识,期待您与我厂家进行产品方面的沟通与交流。双壁波纹管给人们生活中带来便捷产品服务,期待您与我厂家进行多个方面产品沟通服务。
HOPE双壁波纹管在排水系统使用中逐渐广泛,双壁波纹管材料没有极性,化学性质,不会给人们使用带来不便。只会在少数情况下发生损坏,大部分化学物质对于产品不会产生任何的损坏。一般情况下的土壤、酸碱,电力等因素都不会对材料本身产生太多的影响。
双壁波纹管在产品领域人们广泛认可我厂家是河北双壁波纹管厂家,双壁波纹管产品给人们生活中带来哪些产品方面的广泛,产品给人们生产生活带来哪些方面的广泛了解呢。双壁波纹管产品便捷人们生活中的产品使用,您对我厂家生产出的产品具有哪些了解呢



水流方向:方向应与水流方向一致,对准承口中心线将被安装的管材徐徐承口内直至底部。接口完成后,用相同土质把预留凹槽入填筑密实。承插口管安装应将插口顺水流方向,承口逆水流方向,由下游向上游依次安装。
直线敷设:相邻两节管道轴线的允许转角一般不得大于2度。应采用稳管措施防止已排设的管道轴线位置移动、再次检查:管道接口后,再次核管底长度和轴线,须符合要求;如出现位移、悬浮、拔口现象,应进行返工处理。
回填土注意事项HDPE双壁波纹管已广泛使用于我们的生活中,是一种不可或缺的管道材料,但很多工人在安装过程中由于缺乏经验,往往会出现材料浪费、经常返工等情况,增加了工程成本。那HDPE双壁波纹管正确的连接方式应该是怎样的呢。
腋角部位先应用中砂、粗砂填实;2、基础部位开始到管顶槽0.7m范围内,须采用人工回填管顶0.7m以上可采用机械管道轴线两侧,同时回填,夯实。4、槽边各部位所用的回填土质,压实度应按设计要求或按CECS122:2001规程要求执行。


当沟槽开挖遇有地下水时,设置排水沟、集水坑,及时做好沟槽内地下水的排水降水工作,并采取先铺卵石或碎石层(厚度不小于100mm)的地基加固措施;当无地下水时,基础下素土夯实,压实系数大于0.95;当遇有淤泥、杂填土等软弱地基时,按管道处理要求采用极配戈壁土进行换填处理;换填厚度为30cm。
沟槽开挖的土方直接装车外运,外运地点由业主。3.塑料在沟槽开挖百米左右,土方外运人工清槽后,并经监理工程师检验和格,方可在沟槽内进行搪道工序的施工。4.管道基础:工程中管道基础采用20cm砂砾垫层基础,135砂基础。
管道基础采用粗砂;砂基基础施工时,槽底不得有积水、软泥;砂基厚度不得小于设计规定。5.管道安装:管道安装由机械配和人工下管,设专人指挥吊车逐节吊装,吊装管道中朽的控制采用边线法。吊车距沟边至少2m,避免起吊受力时造成沟边坍塌。
管道在安装前,对乖期、直径等进行检查。管道安装采用人工安装,槽深度不大时可由人工扛管下槽,槽深大于3m或管径大于公称直径DN400时,可用非金属绳索溜管入槽,依次平稳地放在砂砾基础管位上。严禁用金属绳索勾住两端乖期或将管材自槽边翻抛入槽中


恒塑管道有限责任公司(丽水市分公司)重信用、守合同、保证 pe给水管材厂家产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,在 pe给水管材厂家消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。我们愿与各地商家精诚合作、共同发展!







 扫一扫
扫一扫